FF-S-85D
3.6 Surface roughness. Unless otherwise specified (see 6.2), cap screws shall
have a maximum arithmetical average surface roughness on the bearing surface of
the head and shank of 125 microinches. Hot headed cap screws over 3/4 inch in
diameter are excepted and shall have a maximum surface roughness of 250
microinches. Threads shall have a maximum surface roughness of 63 microinches.
Normally, it will be sufficient to ascertain that these surfaces on screws have
the equivalent of a smooth machined finish by visual comparison with known surface
standards. However, then it is deemed necessary to measure these surfaces with
commercially available equipment, roughness measurements shall be taken axially on
the body and fillet surfaces, and circumferentially on the bearing surface in
accordance with ASME B46.1.
3.7 Method of manufacture. Unless the method of manufacture is specifically
stated (see 6.2), the method employed for the production of screw threads on cap
screws shall be at the option of the manufacturer.
3.8 Head markings. Steel cap screws shall be permanently marked with the grade
identification symbol conforming to SAE J429, and applicable documents. In
addition, all cap screws shall be marked with the manufacturer's identification
symbol.
Markings shall be located on the top of the head, and may be either
raised or depressed, at the option of the manufacturer.
Defects.
3.9
3.9.1 Discontinuities. Cap screws shall not contain discontinuities which
equal or exceed the following limitations. Care must be exercised not to confuse
cracks with discontinuities, as described herein. When visual inspection
discloses discontinuities which show cause for further examination, magnetic
particle or penetrant inspection as applicable, shall be as specified in 4.4.9.
3.9.1.1 Laps and seams. Cap screws may possess laps and seams except in
locations specified in 3.9.2. The depth shall not exceed that permitted in 3.9.2.
They shall be examined as specified in 4.4.9. Typical lap and seam
discontinuities are shown in figure 6.
3.9.1.2 Inclusions. Cap screws shall show no evidence of surface or subsurface
inclusions at the thread root when examined as specified in 4.4.9. Small
inclusions in other parts of the cap screws not indicative of unsatisfactory
quality, shall not be cause for rejection.
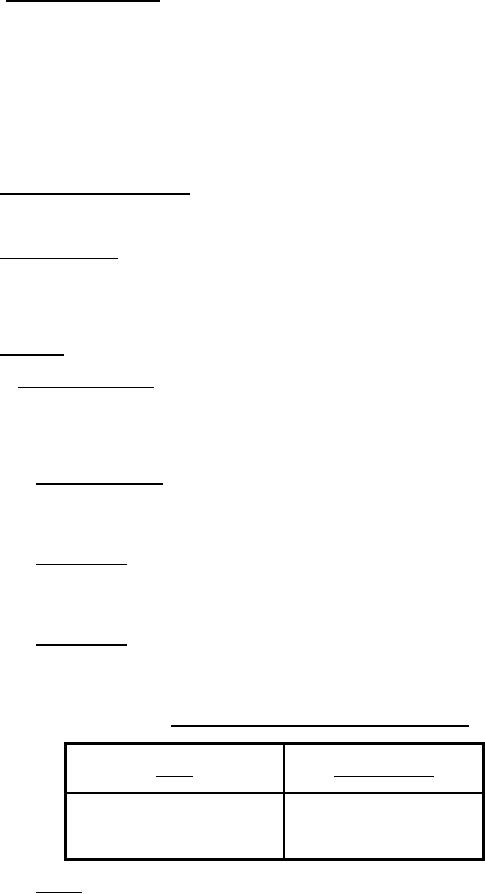
3.9.1.3 Tool marks. Tool marks or undercuts of depths not exceeding those
shown in table II and figure 8 are acceptable. Surface discontinuities such as
nicks, gouges, dents, scratches, and scrapes are permissible if they do not impair
the functionability of the product.
Limits of tool marks or undercuts.
TABLE II.
Depth
(Inch Max.)
Size
Up to 3/8 inch
0.003
Over 3/8 to 5/8 inch
0.004
Over 5/8 to 7/8 inch
0.005
Over 7/8 inch
0.006
3.9.1.4 Voids. Voids are permissible discontinuities if in the limits specified
in 4.4.9.2. Typical voids are shown in figure 8.
9
For Parts Inquires call Parts Hangar, Inc (727) 493-0744
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business